新闻资讯

北京数控机械引起加工尺度不稳定的原因和解决方法:故障原因:1、工件呈现椭圆形。2、丝杆反向空隙过大。3、机械丝杆安装过紧。4、步进电机阻尼片调节不当,过紧或过松。5、电机插头受到水分侵蚀,导致绝缘性能下降,进而引发电机损坏。6、工件加工时出现大小头现象,装夹不规范。解决方案:1、检查主轴跳动情况,对主轴进行检修,更换轴承。2、使用打百分表测量丝杆的反向空隙,从系统中输入补偿值,并检查补偿后的空隙是否过大。3、检查丝杆是否存在爬行现象或响应延迟现象。4、调整阻尼盘,确保电机处于非共振状态。5、更换电机插头,采取适当的防护措施,或直接更换电机。6、检查进刀量是否过大或过快,产生过负荷。同时检查工件装夹是否伸出卡盘太长,以防止刀具受损。

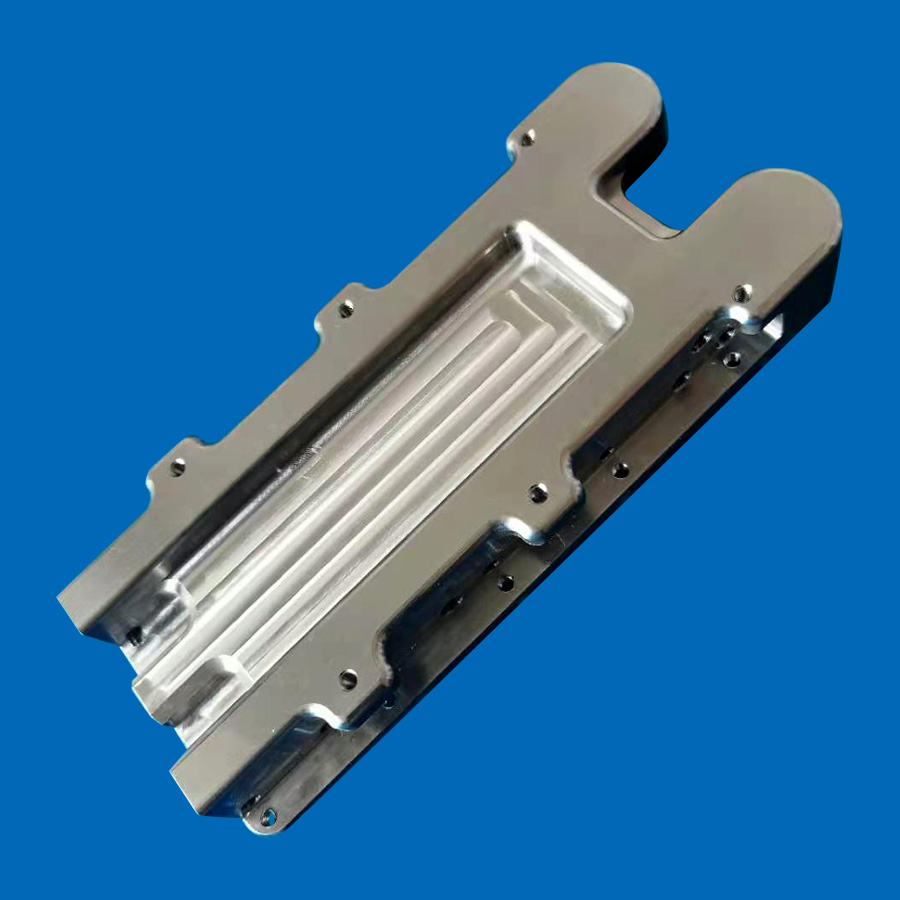
北京机械加工厂精密零件加工的特征有那些:一、首先,数控机床高精度机械零件加工在新产品开发中具有不可替代的作用。一般来说,不同复杂程度的机械零件可以通过程序编制加工,而改造和更新设计只需要改变车床的程序,可以大大缩短产品的研发周期。二、数控机床高精度机械零件加工的自动化程度非常足够,大大降低了工人的体力劳动强度。工人在加工过程中不需要像普通车床那样控制整个过程,主要是观察和监督车床。然而,相应的数控加工中心的技术含量高于普通车床,因此对脑力劳动的要求高于普通车床。三、数控机床高精度机械零件的加工效率较高。数控机床机械零件的加工可以生产多个表面。与一般车床加工相比,可以节省大量的工艺流程和时间,数控加工中心生产的零件质量也比普通车床稳定得多。
北京机械加工厂由于零件的造型不同,很多情况下它们都要通过各种加工方式来加强它的质量和相关的属性功能。现如今的数控加工方式已经延伸到各种制造领域,其中CNC精密零件加工方式也是一种加强金属产品的常用手段。随着技术的特点不断地提升,它的加工质量也逐渐地升级和改造。压铸工艺就是利用机器、模具和合金等三大要素,将压力、速度及时间统一的过程。用于金属热加工,压力的存在是压铸工艺区别其他铸造方法的主要特点.。压力铸造是近代金属加工工艺中发展较快的一种少无切削的特种铸造方法。它是将熔融金属在高压高速下充填铸型,并在高压下结晶凝固形成铸件的过程。高压高速是压力铸造的主要特征。常用的压力为数十兆帕,填充速度(内浇口速度)约为16~80米/秒,金属液填充模具型腔的时间极短,约为0.01~0.2秒。压铸工艺是将压

北京机械加工厂微型车床属台式车床,能完成车、钻、镗、车公英制螺纹(英制螺纹特殊订货)等加工,适用于金属及非金属零件的加工。 一、配有急停开关; 二、CQ6132A主轴孔径大; 三、底座为标准配置,整体包装; 四、主轴皮带塔轮变速; 五、配有中间皮带轮减速装置,可获得主轴低速时的大力矩;六、纵向自动走刀,可加工公、英制螺纹; 七、操纵手柄集中,操作灵活方便; 八、床身导轨宽,机床刚性好。
联系我们